|
Kryteria doboru i własności
wybranych ścierniw |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| dr inż. Ryszard Sobczak, dr inż. Jarosław Praźmo - Waterjet Solutions | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Streszczenie W artykule opisano wybrane ścierniwa (naturalne jak i syntetyczne) stosowane w obróbce strumieniowo-ściernej, ich podstawowe własności jak twardość, kształt ziarna oraz składy granulometryczne. Zwrócono także uwagę na aspekt prawny związany z możliwością stosowania ścierniw w technologii suchej jak i mokrej. 1. Wstęp Do obróbki strumieniowo-ściernej przynależy zarówno cięcie jak i obróbka powierzchniowa - kształtowanie i czyszczenie. Podstawowymi cechami opisującymi proces obróbkowy są parametry technologiczne, takie jak ciśnienie i wydatek medium (wody, powietrza, wody+powietrze) odległość dyszy od materiału i prędkość posuwowa, oraz własności strukturalne strumienia - jego kształt, skład, rodzaj i udział ścierniwa, wielkość
i kształt ziaren ściernych. Z uwagi na fakt, że w obróbce strumieniowo-ściernej to właśnie rozpędzone do dużej prędkości ziarna ścierne w kontakcie z obrabianym materiałem powodują jego erozję, a od własności ścierniwa w istotny sposób zależy wydajność i jakość obróbki, w niniejszym artykule przedstawiono charakterystykę przykładowych ścierniw, które mogą być stosowanych w takiej obróbce.
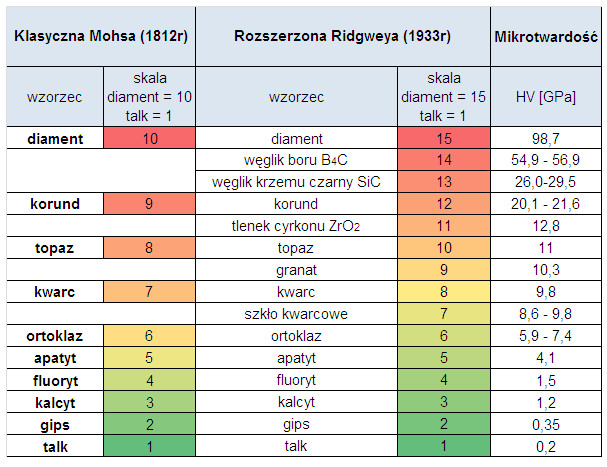
- cięty drut stalowy; - elektrokorund - ścierniwa odpadowe, w tym żużel pomiedziowy, paleniskowy, wielkopiecowy, - rozdrobnione skały i minerały, w tym oliwin, staurolit, dolomit, granit i inne - inne ścierniwa sztucznie wytworzone i organiczne. Do czyszczenia powierzchni niedopuszczalne jest stosowanie suchego piasku kwarcowego jako ścierniwa lub dodatku do innych ścierniw. 2. Twardość ścierniwa Twardość jest jedną z najważniejszych cech decydujących o przydatności ścierniwa do obróbki materiałów. W zdecydowanej większości procesów obróbkowych wykorzystywana jest różnica twardości pomiędzy materiałem ściernym a obrabianym, tylko w obróbce diamentów materiał ścierny i obrabiany jest tej samej klasy. Uproszczoną skalę twardości przedstawił w 1812r Fryderyk Mohs. Jest to 10 stopniowa skala (Tab.1.), ułożona z wykorzystaniem wzorcowych minerałów. Twardość 1 stopnia wyznacza talk, a górną granicę na poziomie 10 stopnia określa najtwardszy minerał - diament. Skala Mohsa, w swej górnej części, została zmodyfikowana przez Ridgweya w 1933r, który rozszerzył ją do 15 stopni w celu uwypuklenia różnic między najtwardszymi materiałami. Próbę modyfikacji tej skali podjęli również w 1963r. Rosjanie Chruszczow i Powariennych.
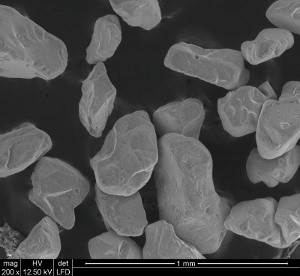
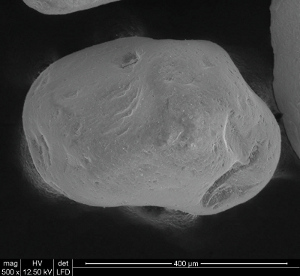
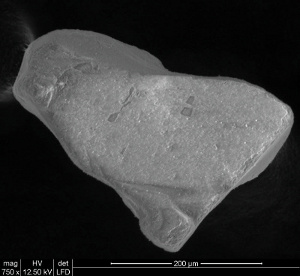
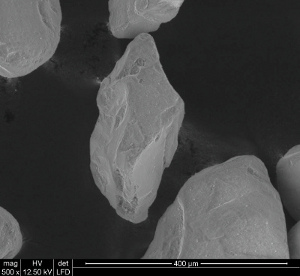
Typowymi metodami pomiaru mikrotwardości ziaren ściernych są metoda Vickersa i Knoopa. Polegają one na wgniataniu w badany materiał diamentowych wgłębników o różnym kształcie i pomiarze powstałego wgniecenia. W metodzie Vickersa wykorzystywana jest tetragonalna a w metodzie Knoopa rombowa piramidka. 3. Kształt ziarna Kształt ziaren i ich jednorodność wymiarowa są istotnymi parametrami określającym jakość ścierniwa. Jednorodność wymiarowa decyduje o przydatności ścierniwa, szczególnie
w procesie precyzyjnego przecinania, gdzie struga wytwarzana jest w dyszy o małej średnicy otworu formującego i występuje ryzyko jej zaczopowania nadwymiarowym ziarnem. Najmniej wymagającym pod względem jednorodności wymiarowej ścierniwa jest proces czyszczenia hydro-strumieniowego.
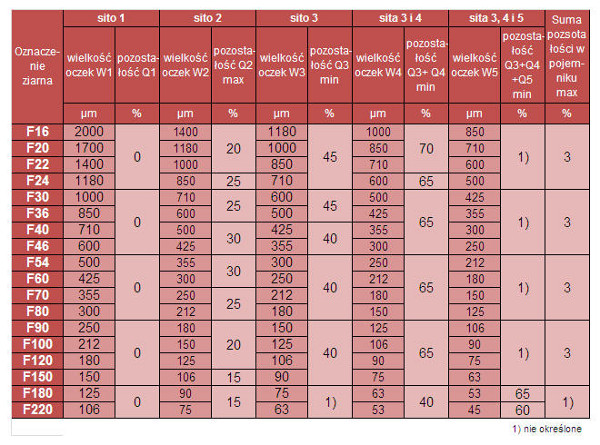
4. Klasyfikacja wymiarowa ścierniwa Klasyfikację wymiarową ścierniw wytwarzanych przemysłowo dokonuje się z wykorzystaniem metody analizy sitowej lub metod sedymentacyjnych - stosowanych w przypadku mikroziaren (a<40µm). W uogólniony sposób (ze względu na wielkość ziarna) ścierniwo dzieli się na: ziarna ścierne, proszki ścierne i mikroproszki ścierne. Europejska Federacja Producentów Narzędzi Ściernych (FEPA) określiła skład granulometryczny ścierniw zapisany w normie PN-ISO 8486-1:1998 (Tab. 2).
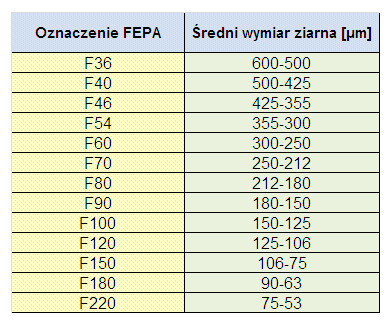
W praktyce często operuje się parametrem - średni wymiar ziarna, który wyznaczany jest metodą sedymentacji lub analizy sitowej. W Tab.3 przedstawiono wartość średniego wymiaru ziarna dla najczęściej stosowanego zakresu ziarnistości ścierniwa.
5. Naturalne materiały ścierne W przyrodzie występuje szereg minerałów, które mogą być stosowane jako materiał ścierny. Poniżej przedstawiono charakterystykę podstawowych minerałów, które mogą być stosowane jako ścierniwo w obróbce strumieniowo-ściernej. Piasek kwarcowy Kwarc jest najbardziej rozpowszechnionym w przyrodzie minerałem. W temperaturze poniżej 537oC krystalizuje w układzie trygonalnym, a powyżej tej temperatury w układzie heksagonalnym. Jest odmianą grubokrystalicznej krzemionki SiO2. Czysty kwarc jest bezbarwny, natomiast zanieczyszczony przyjmuje szare zabarwienie. Zgodnie z Rozporządzeniem Ministra Gospodarki, Pracy i Polityki Społecznej z 14 .01. 2004 r. piasek kwarcowy może być stosowany w metodach pneumatycznych mokrych i wilgotnych strumieniowo-ściernego czyszczenia powierzchni. Niedopuszczalne jest jednak stosowanie suchego piasku kwarcowego jako ścierniwa lub dodatku do innych ścierniw.
Piasek oliwinowy Piasek oliwinowy (ortokrzemian magnezowo-żelazowy) jest ścierniwem dużo droższym od piasku kwarcowego i rzadziej od niego stosowanym. Zaletą tego ścierniwa jest brak pylenia krzemionkowego, co umożliwia jego stosowanie w obróbce strumieniowo-ściernej na sucho (bez osłony wodnej).
Staurolit Staurolit jest minerałem z gromady krzemianów o czarnej, brązowej lub czerwonej barwie. W ujęciu chemicznym jest on zasadowym krzemianem glinu i żelaza. W Polsce występuje w Górach Opawskich, Sudetach i Masywie Śnieżnika.
Krzemień Krzemień jest minerałem, który jako jeden z pierwszych był wykorzystywany przez człowieka do wyrobu narzędzi. Obecnie wykorzystywany jest między innymi do produkcji materiałów ściernych. Jest on odmianą skały kwarcowej o zabarwieniu szarym lub brunatnym.
Pumeks Pumeks jest minerałem pochodzenia wulkanicznego o porowatej budowie. Głównym składnikiem (ok. 70%) pumeksu jest SiO2 w postaci amorficznej krzemionki. W obróbce strumieniowo-ściernej stosowany jest głównie do usuwania zanieczyszczeń przy jednoczesnym braku erozji czyszczonej powierzchni (np. szkła lub polerowanych, kamiennych powierzchni).
Dolomit Dolomit (węglan wapnia i magnezu) w Polsce występuje w Górach Świętokrzyskich i na dolnym Śląsku. Powstaje w wyniku procesu dolomityzacji skał wapiennych. Krystalizuje w układzie trygonalnym i posiada kolor biały, bezbarwny, żółtawy lub szary.
Granat (garnet) W przyrodzie występuje wiele odmian granatów, różniących się składem chemicznym. W wyniku tego przyjmują różne barwy, najczęściej odcienie barwy pomarańczowo-czerwonej, czerwonej i fioletowo-czerwonej. Kopalnie tego ścierniwa występują w pokładach skał metamorficznych i magmowych, głównie w Indiach, Australii, Afryce, Stanach Zjednoczonych, Nowej Zelandii, Chinach, Kanadzie, Brazylii i Urugwaju. Miejsca występowania w Polsce to: Góry Sowie, Masyw Śnieżnika.
Korund Korund w przyrodzie występuje w odmianie zwykłej - zwanej techniczną, oraz odmianach szlachetnych tj. szafir, rubin, szmaragd, topaz, które wykorzystywane są w przemyśle jubilerskim. Zanieczyszczenia korundu powodują jego zabarwienie w odcieniach kolorów czerwonego, czarnego i niebieskiego. Jest to minerał krystalizujący w układzie trygonalnym.
6. Syntetyczne materiały ścierne Mikrokulki szklane Mikrokulki szklane charakteryzują się okrągłym kształtem i gładką powierzchnią oraz są obojętne chemicznie. Takie własności mikrokulek szklanych sprawiają, że mogą one być stosowane do czyszczenia precyzyjnych i delikatnych elementów bez uszkodzenia czyszczonej powierzchni. Jest to ścierniwo wielokrotnego użytku stosowane głównie w przemyśle lotniczym oraz do utwardzania.
Żużel pomiedziowy Żużel pomiedziowy powstaje w trakcie wytapiania miedzi w piecach szybowych. Dostępne w sprzedaży ścierniwa, produkowane z wykorzystaniem żużlu pomiedziowego, nie zawierają wolnej krzemionki.
Elektrokorund Elektrokorund wytwarza się poprzez stopienie boksytu w piecu łukowym w temperaturze powyżej 2000oC. Jest on odpowiednikiem minerału występującego w przyrodzie (korundu). Elektrokorund, zależnie od ilości zanieczyszczeń, dzieli się na zwykły i szlachetny. Zwykły zawiera powyżej 95% Al2O3, a szlachetny powyżej 99% Al2O3. W technice najczęściej stosuje się elektrokorund zwykły, który niewiele ustępuje własnościami elektrokorundowi szlachetnemu, a jest od niego znacznie tańszy.
Elektrokorund regenerowany Elektrokorund regenerowany wytwarzany jest poprzez kruszenie zużytych narzędzi ściernych. Ścierniwo to jest więc zanieczyszczone lepiszczem stosowanym w procesie produkcji narzędzi i zawiera około 75% Al.2O3. Elektrokorund regenerowany jest niższej jakości od elektrokorundu zwykłego ale jest od niego tańszy. Węglik krzemu Węglik krzemu otrzymuje się w oporowych piecach elektrycznych w wyniku reakcji krzemionki i węgla. W czystej postaci jest bezbarwny, w wyniku zanieczyszczeń przyjmuje barwę zieloną lub czarną. Węglik krzemu używany jest głównie do produkcji narzędzi ściernych przeznaczonych do obróbki materiałów twardych i kruchych.
7. Podsumowanie Przy doborze materiału ściernego do konkretnych zadań obróbki strumieniowo-ściernej należy wziąć pod uwagę prawne uwarunkowania możliwości stosowania określonych ścierniw, własności fizyczne ziaren ściernych oraz uwarunkowania ekonomiczne. Zgodnie z Rozporządzeniem Ministra Gospodarki, Pracy i Polityki Społecznej [4] piasek kwarcowy może być stosowany w metodach pneumatycznych mokrych i wilgotnych strumieniowo-ściernego czyszczenia powierzchni. Niedopuszczalne jest jednak stosowanie suchego piasku kwarcowego jako ścierniwa lub dodatku do innych ścierniw. Literatura
opracowanie: zespół redakcyjny waterjet.org.pl |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
najwięcej o technologii waterjet... |
 |